 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備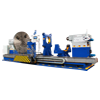 重型臥式車床系列
重型臥式車床系列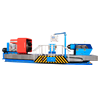 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列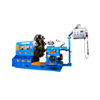 大型落地車床系列
大型落地車床系列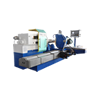 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列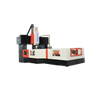 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
數控車床是現在運用較為廣泛的數控機床之一。它首要用于軸類零件或盤類零件的表里圓柱面、恣意錐角的表里圓錐面、雜亂反轉表里曲面和圓柱、圓錐螺紋等切削加工,并能進行切槽、鉆孔、擴孔、鉸孔及鏜孔等。 數控機床是依照事前編制好的加工程序,主動地對被加工零件進行加工。咱們把零件的加工工藝道路、工藝參數、刀具的運動軌道、位移量、切削參數以及輔佐功用,依照數控機床規則的指令代碼及程序格局編寫成加工程序單,再把這程序單中的內容記錄在操控介質上,然后輸入到數控機床的數控設備中,從而指揮機床加工零件。
數控主動車床送料機實踐運用表明:挑選合理的交流伺服系統可以滿意操控系統呼應速度快、速度精度高、魯棒性強的要求,實踐運用方位操控精度高在±0.1mm左右且可防止累積誤差。該操控系統可運用于高精度開口系列冷彎型鋼產品的出產中,特別是相似貨架立柱的產品,即對冷彎型鋼立、旁邊面具有孔位高精度要求的在線預沖孔的冷彎成型出產線上。
電磁振蕩給料機的調整、調試首要是電磁鐵鐵芯空隙的調整,雙質點銜接繃簧板組的調整、調試。電磁鐵鐵芯與銜鐵間氣隙的整定電磁振蕩給料機中鐵芯與銜鐵間氣隙的巨細直接影響給料機的正常工作,如調整不當,輕者使電流加大、振幅減小和不能正常工作,嚴重者將發作鐵芯磕碰而導致鐵芯和線圈的損壞。所以經常性的對氣隙進行查看和調整是確保工作的重要條件。雙質點銜接繃簧板組的調整料槽的振幅巨細有兩大要素:一是給料機電磁激振力的巨細、頻率二是給料機本身的自振頻率。根據機械振蕩的諧振原理可知,只有當給料機的自振頻率與電磁鐵的激振頻率臨近發作共振時,料槽的振幅大。

 客服1
客服1  客服2
客服2