 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備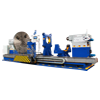 重型臥式車床系列
重型臥式車床系列 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列 大型落地車床系列
大型落地車床系列 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞隨著加工制作業的開展,越來越多的零件產品運用精細數控車床來加工。這個一種高功率高精度的設備,能夠加工軸類、盤套類等回轉體零件,能夠通過程序操控主動完結內外圓柱面、錐面、圓弧、螺紋等工序的切削加工,并進行切槽、鉆、擴、鉸孔等作業。數控車床是運用軟件操控的,它能確保數控機床正常作業的要害,一旦某一參數丟失或誤改動,容易使機床的某些功用不能完結或體系紊亂乃至陷入癱瘓狀況。
(1)編程差錯:首要是數控編程時數控體系發生的插補差錯,首要因為用直線段或圓弧段避近零件概括時發生的。這是影響零件加工精度的一個重要因素。能夠靠添加插補節點數處理,但會添加編程作業量。
(2)刀尖圓弧差錯:在切削內孔、外因或端面時,刀尖圓弧不影響其尺度、形狀,但在加工錐面或圓弧時受刀尖圓弧影響形成過切或少切。此差錯可通過丈量刀尖圓弧半徑,選用刀具半徑補償功用來消除差錯。
(3)丈量差錯:首要是受量具丈量精度以及丈量者操作方法影響,導致的實測尺度不準確。此差錯可彌補。
(4)對刀差錯:此差錯首要發生在對刀過程中,刀具在移動到起刀點方位時受操作體系的進給修調份額值影響。處理方法是合理挑選進給修調份額,尤其是當刀具接近起刀點方位時選用最小擋進給修調使刀具準確認位于起刀點方位。
(5)機床體系差錯:受機床本體影響發生的形位公役,此公役一般不行調整;伺服單元,驅動設備發生的重復定位差錯,首要由體系受機床脈沖當量大小、均勻度及傳動道路影響;這些差錯量很小且安穩,只要在精細加工時應予以考慮。

 客服1
客服1  客服2
客服2