 公司簡介
公司簡介 企業(yè)文化
企業(yè)文化 榮譽(yù)資質(zhì)
榮譽(yù)資質(zhì) 企業(yè)裝備
企業(yè)裝備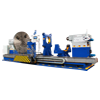 重型臥式車床系列
重型臥式車床系列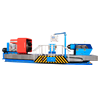 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數(shù)控端面車床系列
數(shù)控端面車床系列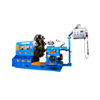 大型落地車床系列
大型落地車床系列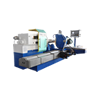 車銑磨組合機(jī)床系列
車銑磨組合機(jī)床系列 立式車床系列
立式車床系列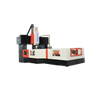 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業(yè)動(dòng)態(tài)
行業(yè)動(dòng)態(tài) 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞走刀路線是指刀具在整個(gè)加工工序中相對工件的運(yùn)動(dòng)軌跡,它不但包括了工步的內(nèi)容,也反映出工序的順序。走刀路線也是編程的主要依據(jù)之一。因此,在確定走到路線時(shí)最好畫一張工序簡圖,將已經(jīng)擬訂出的走刀路線畫上去(包括進(jìn)、退刀路線),這樣可方便編程、工序順序是指同一道工序中各個(gè)表面加工的先后次序。它對零件的加工質(zhì)量、加工效率和數(shù)控加工中的走刀路線有直接影響,應(yīng)根據(jù)零件的結(jié)構(gòu)特點(diǎn)和工序的加工要求等合理安排。工步的劃分與安排一般可隨走刀路線來進(jìn)行,在確定走刀路線時(shí),主要注意以下幾點(diǎn);
①對點(diǎn)位加工的數(shù)控機(jī)床如鉆床,銑床,要考慮盡可能縮短走刀路線,以減少空程時(shí)間,提高加工效率。
②為了保證工件輪廓表面加工后的粗糙度要求,最終輪廓應(yīng)由最后一次走刀連續(xù)加工。
③刀具的進(jìn)退刀路線必須認(rèn)真考慮,要盡量避免在輪廓處停刀或垂直切入、切出工件,以免留下刀痕(切削力發(fā)生突然變化而造成彈性變形)。在車削和銑銑零件時(shí),應(yīng)盡量避免如圖所示的徑向切入或切出,而應(yīng)按圖所示的切向切入或切出,這樣加工后的表面粗糙度較小。
④銑削輪廓的加工路線要合理選擇,一般采用如圖所示的三種走刀方式。圖為z字形雙方向走刀方式,圖為單方向走刀方式,圖為環(huán)形走刀方式。在銑削封閉的凹輪廓時(shí),刀具的切入或切出不允許外延,最好選在兩面的交界處,否則會產(chǎn)生刀痕。為了保證表面質(zhì)量,最好選擇圖3-10中所示的走刀路線。
⑤旋轉(zhuǎn)類型零件的加工一般采用數(shù)控車床或數(shù)控磨床加工,由于車削零件的毛坯多為棒料或鍛件。加工余量大且不均勻,因此,合理制訂粗加工時(shí)的加工路線,對編程至關(guān)重要。

 客服1
客服1  客服2
客服2