 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備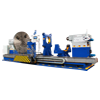 重型臥式車床系列
重型臥式車床系列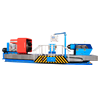 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列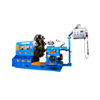 大型落地車床系列
大型落地車床系列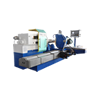 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞數控系統所牙簽的加工軸幾是各種各樣 的 有直線 圓弧 橢圓 拋物線或其他高次曲線 有兩個坐標描述的平面權限 三個坐標描述的空間曲線和多坐標的多維空間曲線 然而設備的加工點的移動方向是有限的 如一般設備的工作臺只有x y兩個方向 數控技術就是控制工作點以有限方向的運動形成一定的折線曲線 也就是要在加工曲線精度的范圍內按照一定的規律配置有閑心方向的線段 使形成的折線與要求的曲線之間的誤差運行在精度之內 配置折線折線的工作就是稱為插補 為進行為插補運算 插補原理和它的計算是數控技術的一項最基本的功能。也是cnc控制機中的一個嘴中藥的促成部分在數控系統中數字信號有電平信號和排重信號 他們起著兩種作用 做邏輯推理過程中表示某種信號的有或無 在數字運算中表示數量概念 數控設備共走臺的進給距離以最低了沿一個軸線控制脈沖當量 所以設備中最小的數字量與位移量 脈沖當量的大小決定于設備的輸出裝置機械的轉動系統 現任脈沖當量越小 形成的加工精度就會高 但是在一定的加工范圍內要求的數字加工數度這些矛盾在具體實現中都要綜合考慮數控技術的插補功能是有補充其來實現的 插補器即可以 有硬件邏輯電路組成也可以由 計算軟件組成 故由分別稱為硬件插補器和軟件插不起 無論是硬件的 還是軟件的 對他基本要求都可以歸納如下:
1 插補器的計算誤差應小于設備最小位置給定量
2 有足夠高的計算數段及插補數度 通常應保證設備工作臺能大3到6-15m/min的進給數度
3 保證設備工作臺合成的進給數度在整個插補范圍內恒定
4 能夠準確的到達秉承終點 避免累計的補償誤差
所謂插補 實質上是進行起點和終點之間數據點的密化 一般計算機數控系統的均具直線和圓弧插補功能。即插補出起點至終點之間各點的坐標值
插補是計算機數控中最重要的計算任務 為插補在數控系統中的位置 插補計算又必須是事實的即必須在一有限的時間內完成計算任務 插補程序的運行時間和計算精度影響著整個cnc系統的性能指標。人們一直在農歷探求一種簡單有效的插補算法 就目前普遍應用的算法而言 可分為兩大類。

 客服1
客服1  客服2
客服2