 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備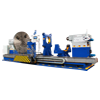 重型臥式車床系列
重型臥式車床系列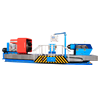 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列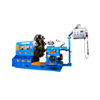 大型落地車床系列
大型落地車床系列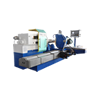 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞加工中心工序的定位基準面即預加工工序要完成的表面。可由普通機床完成。不安排預加工工序的,采用毛坯面作為加工中心工序定位基準,這時,要根據毛坯基準的精度,考慮決定加工中心工序的劃分,即是否僅一道加工中心工序就能完成全部加工的內容。必要時,要把加工中心的加工內容分多道工序完成。
無論在加工中心上加工之前有無預加工,零件毛坯加工與;量一定要充分而且均勻,因為加工中心的自動化與定位加工,在加紅過程中不能采用串位或借料等常規方法,一旦確定了零件的定位基準,加工中心加工時對余量不足問題很難照顧到,因而在加工基準面或選擇基準對毛坯進行預加工時,要照顧各個方向的尺寸,留給加工中心的余量要充分均勻。通常孔直徑小于30mm的孔,粗、精加工均可在加工中心上完成,直徑大于30mm的孔,粗加工可在普通機床上完成,留給加工中心的加工余量一般為直徑方向4-6mm。
在加工中心加工時,最難保證的尺寸是;
①加工面與非加工面之間的尺寸;
②加工中心工序加工的面與預加工中普通機床或加工中心加工面之間的尺寸。第①種情況,即使是圖紙未注明的非加工面,也須在毛坯設計或型材選用時,在其確定的非加工面上增加適當的余量,以便在加工中心上按圖紙尺寸進行加工時,保證非加工面與加工面之間的尺寸符合要求。
第②種情況,安排加工順序時,要統籌考慮。最好在加工中心上一次定位裝夾中完成預,加工面在內的所有內容。如果非要分兩臺機床完成,則最好留一定的精加工余量。或者,使此;預;加工面與加工中心工序的定位基準,有一定的尺寸精度要求。由于這是間接保證,故此尺寸的精度要比加工中心加工面與預加工面之間的尺寸精度嚴格。

 客服1
客服1  客服2
客服2