 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備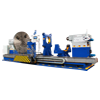 重型臥式車床系列
重型臥式車床系列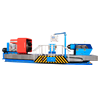 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列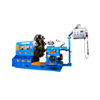 大型落地車床系列
大型落地車床系列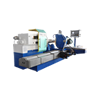 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列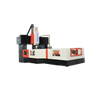 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題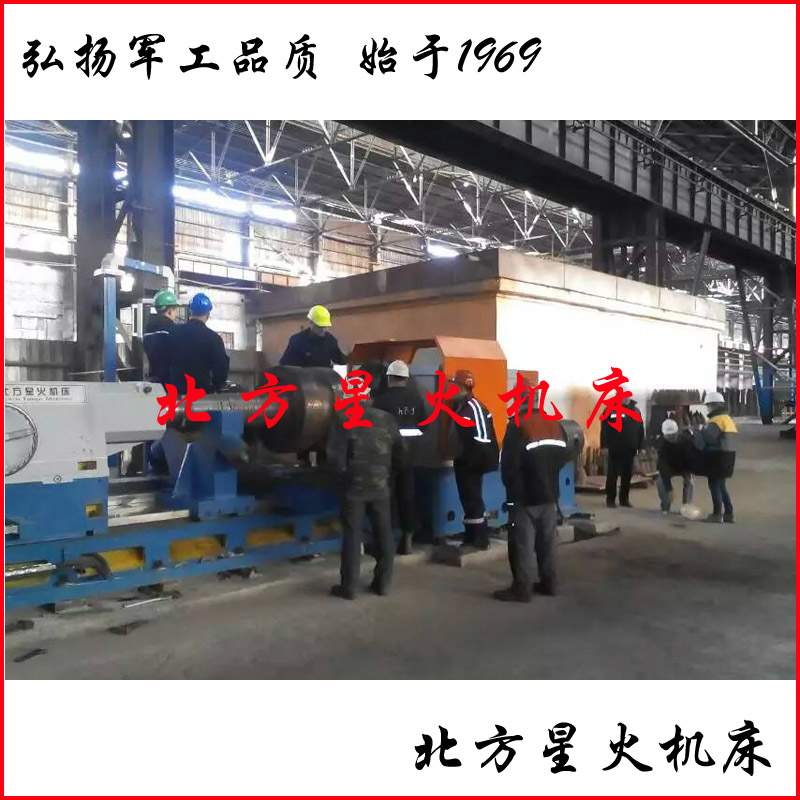

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞主軸豎直布置,工作臺在水平面內旋轉,刀架作垂直或斜向進給的車床,屬于切削加工工藝設備中的金屬切削機床。一般可分為單柱式和雙柱式。小型立車一般做成單柱式,大型立車做成雙柱式。
數控立車主軸處于垂直位置,工作臺在水平面內,工件的安裝調整比較方便。工作臺由導軌支撐,剛性好,切削平穩。有幾個刀架,并能快速換刀,立式車床的加工精度可達到IT9-IT8,表面粗糙度Ra可達3.2-1.6um。
數控立車屬于大型機械設備,用于加工徑向尺寸大而軸向尺寸相對較小,形狀復雜的大型和重型工件。如各種盤、輪和套類工件的圓柱面、端面、圓錐面、圓柱孔、圓錐孔等。也可借助附加裝置進行車螺紋、車球面、仿形、銑削或磨削等加工。立式車床主軸軸線為垂直布局,工作臺臺面處于水平平面內,因此工件的夾裝與找正比較方便。這種布局還可減輕主軸及軸承的荷載,因此立式車床能夠較長期地保持工作精度。通常情況下,立車廠家和設備使用終端客戶認同并且指定數控系統作為立式車床主控設備。但是雙柱式立式車床的機床工藝動作不像數控車床、數控銑床或者數控加工中心等設備那么復雜,相對比較簡單,使用數控系統應用于此顯得大材小用,系統軟件資源嚴重浪費,集成應用數控系統對機床制造OEM客戶來說,經濟成本較高,適合高端客戶;那么對于中低端客戶來說,應用具有運動控制功能的PLC成為一種成熟可靠的技術解決方案。
采用運動控制器作為主控制器,控制器內建雙軸AB相差分形式高速脈沖輸出,頻率高達500kHz,而且具有二軸直線和圓弧插補功能,支持二軸手搖輪MPG信號輸入,支持通用數控系統編程語言G代碼、M代碼。
雙柱式數控立車具有豎直安裝的兩個刀架,主軸在運轉的情況下,每個刀架上的刀具都能對工件進行切削加工。每個刀架包含二軸運動控制,左刀架X軸、Z軸,右刀架U軸、W軸,由于Z軸和W軸為垂直安裝,要求伺服電機具有抱閘功能,防止軸向運動停止時,負載受重力作用,導致伺服電機報警或者溜車。左右刀架上的二軸運動分別各由一臺運動控制器負責控制;主軸電機為直流調速系統,轉速由PLC模擬量擴展單元輸出0-10V控制;PLC主機以及其他數字量擴展單元主要負責機床輔助機構工藝動作邏輯控制。值得注意的是,在此方案中,兩臺控制器均作為主機擴展單元,和主機連接采用排線直接連接,其他的數字量擴展單元和模擬量擴展單元也作為主機的擴展單元,直接采用排線按照順序連接。主機控制器和兩臺雙軸插補運動控制器之間交換數據的控制程序在主機內編程,主機負責組織、協調、控制上位機命令、擴展單元運行動作以及機床各部分運行狀態電氣信號等。采用FROM和TO指令進行實時交換數據(包括運動命令和運行狀態等)。X軸、Z軸、U軸、W軸的運動控制命令均在控制器內部編程實現,JOG、MDI、循環等運動命令均在主程序內完成。
采用人機畫面可以根據客戶機床工藝技術特點,編程組態各種人性化、方便操控的畫面和功能軟元件,相比數控系統來說,畫面更加簡約、直觀,操控更加便利、高效。

 客服1
客服1  客服2
客服2