 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備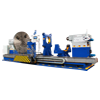 重型臥式車床系列
重型臥式車床系列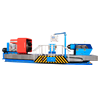 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列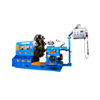 大型落地車床系列
大型落地車床系列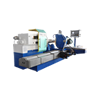 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞數控技能及數控機床的運用,成功地處理了某些形狀雜亂,共同性要求高的中、小批零件的主動化問題,這不只大大提高了出產效率和加工精度,還減輕了工人的勞動強度,縮短了出產準備周期。可是,在數控車床運用進程中,數控車床難免會呈現各種毛病,所以毛病的修理就成了數控車床運用者最關鍵的問題。一方面銷售公司售后服務不能得到及時保證,另一方面掌握一些修理技能能夠快速判別毛病所在,縮短修理時刻,讓設備盡快作業起來。在日常毛病中,我們常常遇見的是刀架類、主軸類、螺紋加工類、體系顯示類、驅動類、通訊類等毛病。而刀架毛病在其間占有很大份額。在這里,分類介紹一下日常作業中遇見的四工位電動刀架各類毛病及相應地處理辦法,希望能給我們提供一些有益的借鑒。所用數控體系是廣州數控設備有限公司所出產的GSK系列車床數控體系。
數控車床毛病現象一:電動刀架鎖不緊;①發信盤方位沒對正 :拆開刀架的頂蓋,旋動并調整發信盤方位,使刀架的霍爾元件對準磁鋼,使刀位停在準確方位。②體系反鎖時刻不行長:調整體系反鎖時刻參數即可(新刀架反鎖時刻t=1.2s即可)。③機械鎖緊組織毛病 :拆開刀架,調整機械,并查看定位銷是否折斷。
毛病現象二:電動刀架某一位刀號轉不斷,其他刀位能夠滾動;①此位刀的霍爾元件損壞:承認是哪個刀位使刀架轉不斷,在體系上輸入指令滾動該刀位,用萬用表量該刀位信號觸點對+24V觸點是否有電壓改變,若無改變,可判定為該位刀霍爾元件損壞,替換發信盤或霍爾元件。
②此刀位信號線斷路,形成體系無法檢測到位信號:查看該刀位信號與體系的連線是否存在斷路,正確銜接即可。③體系的刀位信號接收電路有問題:當確認該刀位霍爾元件沒問題,以及該刀位信號與體系的連線也沒問題的情況下替換主板。

 客服1
客服1  客服2
客服2