 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備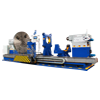 重型臥式車床系列
重型臥式車床系列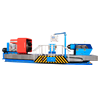 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列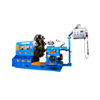 大型落地車床系列
大型落地車床系列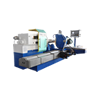 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題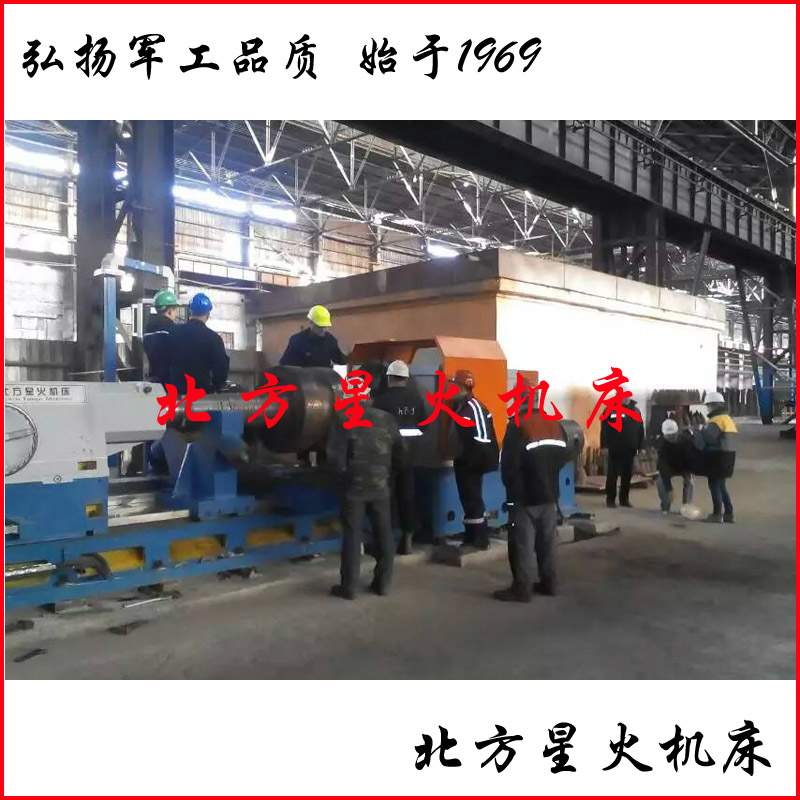

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞床身精加工、粗加工、光整加工的工序特點:車床床身鑄件精加工工序從經過粗加工的表面上切去較少的加工余量,使工件達到較高的加工精度及表面質量的工序為精加工工序。如工件表面無特別高的要求,精加工常作為最終加工。
從經過粗加工的表面上切去較少的加工余量,使工件達到較高的加工精度及表面質量的工序為精加工工序。如工件表面無特別高的要求,精加工常作為最終加工。
它是從經過精加工的工件表面上切去很少的加工余量,得到很高的加工精度及很小的表面粗糙度值。研磨、珩磨、超精加工及拋光等方法屬于光整加工工序。
從工件上切去大部分加工余量,使其形狀和尺寸接近成品要求的工序為粗加工工序。其加工精度較低,表面粗糙度值較大,一般用于要求不高或非配合表面的最終加工,也作為精加工的預加工。

 客服1
客服1  客服2
客服2