 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備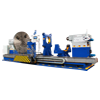 重型臥式車床系列
重型臥式車床系列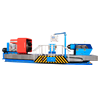 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列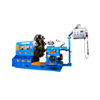 大型落地車床系列
大型落地車床系列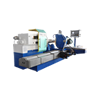 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞故障案例:一FANUC0T數控系統的數控車床,開機后,只要Z軸一移動,就出現劇烈振蕩,CNC無報警,機床無法正常工作。
分析與處理過程:經仔細觀察、檢查,發現該機床的Z軸在小范圍(約2.5mm以內)移動時,工作正常,運動平穩無振動:但一旦超過以上范圍,機床即發生激烈振動。
根據這一現象分析,系統的位置控制部分以及伺服驅動器本身應無故障,初步判定故障在位置檢測器件,即脈沖編碼器上。
考慮到數控車床為半閉環結構,維修時通過更換電動機進行了確認,判定故障原因是由于脈沖編碼器的不良引起的。
為了深入了解引起故障的根本原因,維修時作了以下分析與試驗:
1)在數控車床伺服驅動器主回路斷電的情況下,手動轉動電動機軸,檢查系統顯示,發現無論電動機正轉、反轉,系統顯示器上都能夠正確顯示實際位置值,表明位置編碼器的A、B、*A、*B信號輸出正確。
2)由于本數控車床Z軸絲杠螺距為5mm,只要Z軸移動2mm左右即發生振動,因此,故障原因可能與電動機轉子的實際位置有關,即脈沖編碼器的轉子位置檢測信號C1、C2、C4、C8信號存在不良。
根據以上分析,考慮到Z軸可以正常移動2.5mm左右,相當于電動機實際轉動180o,因此,進一步判定故障的部位是轉子位置檢測信號中的C8存在不良。
按照上例同樣的方法,取下脈沖編碼器后,根據編碼器的連接要求,在引腳N/T、J/K上加入DC5V后,旋轉編碼器軸,利用萬用表測量C1、C2、C4、C8,發現C8的狀態無變化,確認了編碼器的轉子位置檢測信號C8存在故障。
引腳ABCDEFGHJ/KLMN/TPRS
信號ABC1*A*BZ*Z屏蔽+5VC4C80VC2OH1OH2
進一步檢查數控車床發現,編碼器內部的C8輸出驅動集成電路已經損壞;更換集成電路后,重新安裝編碼器,并按上例同樣的方法調整轉子角度后,數控車床恢復正常。

 客服1
客服1  客服2
客服2