 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備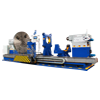 重型臥式車床系列
重型臥式車床系列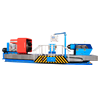 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列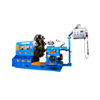 大型落地車床系列
大型落地車床系列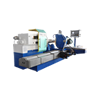 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題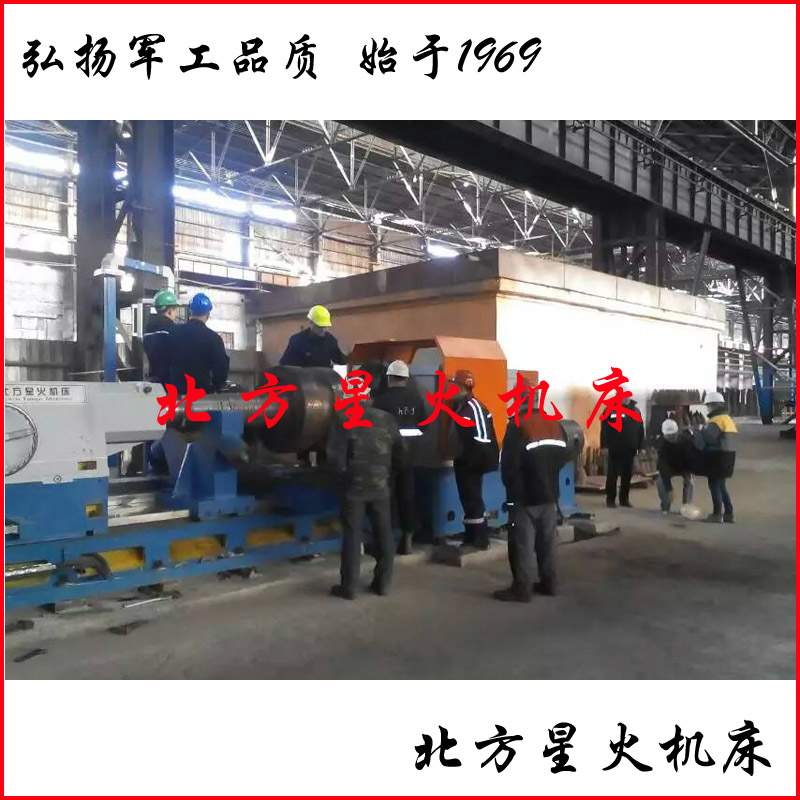

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞為了保證數控車床的運行安全,每個直線軸的兩端都限位。數控車床的限位可分為軟限位、硬限位與機械硬限位。
在伺服軸的正、負極限位置,裝有限位開關或接近開關,這就是所謂的硬限位。硬限位是伺服軸運動超程的最后一道防護,越過硬限位后的很短距離就到達機械硬限位。由于伺服系統功率很大,一旦撞上機械硬限位,就有可能造成機件的損壞,這是不允許的。因此,硬限位的開關動作的結果是引起緊急停車。
當進給軸移動超出機床的行程后,機床的限位就會起作用,機床出現報警,造成手動或手輪操作時對應坐標軸不能繼續運動;自動加工時所有坐標軸會停止加工。此時,我們認為數控車床是發生了限位故障。
伺服軸的軟限位是以機床參考點為基準用機床參數(1320、1321屬于軸型參數)設定的該軸的運動范圍。如果超出了這個范圍,就叫做過了軟限位。軟限位沒有限位開關,僅是一組位置坐標值。
要解除限位故障,首先要區分故障屬于哪一類,即是軟限位還是硬限位。區分方法是報警信息或者是觀察進給軸的位置。
1.軟限位解除:一般只要將超程軸向超程的反方向移動退出超程區域后,按復位鍵即可消除報警,機床恢復正常。
2.硬限位解除:一般需在按住機床上“超程釋放”(“超程解除”)的同時反方向移動。如果機床沒有釋放按鈕,則需設法反方向盤動絲杠。

 客服1
客服1  客服2
客服2