 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備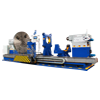 重型臥式車床系列
重型臥式車床系列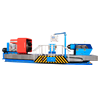 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數控端面車床系列
數控端面車床系列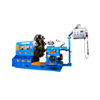 大型落地車床系列
大型落地車床系列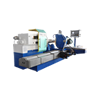 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列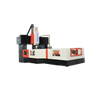 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
組合機床的基礎部件是通用部件。通用部件是具有特定功能,按標準化、系列化和通用化原則來設計和制造的。在各種通用部件之間有配套關系,在組成各種組合機床時,可以互相通用。按功能來分,通用部件可分為動力部件、支撐部件、輸送部件、控制部件、輔助部件等。
(1)動力部件。動力部件是傳遞動力并實現主運動或進給運動的通用部件,它是通用部件中最基本的部件,實現主運動的動力部件有動力箱和各種完成專門功能的切削頭,如鉆削頭、銑削頭、鏜削頭等。動力箱常與專用部件多軸箱配合使用,以實現主運動。實現進給運動的動力部件為動力滑臺。
(2)支撐部件。支撐部件是用來安裝動力部件、輸送部件等的通用部件,包括側底座、立柱、立柱底座、中間底座等。中間底座用來安裝夾具和輸送部件,側底座用來安裝動力滑臺及各種切削頭,組成臥式機床。若用立柱代替底座,便可組成立式機床。
(3)輸送部件。輸送部件是多工位組合機床的通用部件,用來安裝工件并將其輸送到預定的工位,如移動工作臺、分度回轉工作臺以及分度回轉鼓輪等。
(4)控制部件。控制部件包括各種液壓控制元件、操縱板、電氣擋鐵、按鈕站等,用來控制組合機床按規定程序實現工作循環。
(5)輔助部件。輔助部件主要包括冷卻、潤滑、排屑等輔助裝置,以及各種實現自動夾緊的機械扳手等。
多軸箱是組合機床的一個專用部件.它由專用零件和通用零件組成。多軸箱各主軸位置是按被加工零件上的孔設計的,其作用是將運動由動力箱傳至各主軸,使其獲得所要求的轉速和轉向。多軸箱分為通用多軸箱和專用多軸箱兩大類,通用多軸箱的零件大部分是通用零件,采用非剛性主軸,由導向套來引導刀具,保證被加工孑L的精度;專用多軸箱的零件大部分是專用零件,采用剛性主軸,靠主軸組件來保證加工孔的精度。
組合機床的發展趨勢是什么?
組合機床的發展趨勢:1、提高通用部件的水平
通用部件技術水平的主要標準是:品種規格齊全,動、靜態性能參數先進,工藝性好j精度高和精度保持性好。目前應注意開發適應強力銑削的大功率動力滑臺、高精度鏜削頭和高精度滑臺,以及適應中、小批生產的快調、速換動力部件和支承部件。
2、發展適應中、小批生產的組合機床
在機械制造工業中,中、小批生產約占80%。在某些中批生產的企業中,如機床、閥門行業等,其關鍵工序采用組合機床。其中機床廠用組合機床加工主軸變速箱孔系,產品質量穩定,生產效率高,技術經濟效果顯著。發展具有可調、快調、裝配靈活、適應多品種加工特點的組合機床十分迫切。轉塔主軸箱式組合機床、可換主軸箱式組合機床以及自動換刀式數控組合機床可用于中、小批生產,但這類機床結構復雜,成本較高。
3、采用新刀具
近年來出現了多種新刀具,如具有鍍層的硬質合金刀片、立方氮化硼刀具、金剛石刀具、各種可轉位的密齒銑刀、噴吸鉆頭、鑲有可轉位刀片的“短鉆頭”等。一般情況下,采用先進刀具的工時為原工時的1/4~1/2。因為提高了刀具的耐用度,所以大大縮短了多刀組合機床停機換刀時間,提高了組合機床的經濟效益。
4、發展自動檢測技術
自動檢測包括對毛坯尺寸和工件硬度的檢查、鉆孔深度、刀具折斷、精加工尺寸和幾何形狀的檢查等。檢查方法分為主動檢查與被動檢查。主動檢查是將不合格的工件剔出,使之不往下個工位輸送。被動檢查則是發現不合格的工件時發出停機信號。目前主動檢查應用得日趨廣泛。隨著電子元件的迅速發展,集成控制器、微處理機的應用,自動檢測技術顯得更加可靠。自動檢測工位要進行數據處理,統計計算以及打印出有關數據或作數字顯示。自動檢測技術的發展可以把被加工零件的實際尺寸控制在比規定公差更小的范圍之內。還可以把加工后的工件按公差帶進行分組,以便按分組的公差帶裝配。實際表明,采用分組裝配法提高產品的精度要比單純提高設備精度更為經濟。
5、擴大工藝范圍
組合機床除完成切削加工等工序外,還在逐步設計制造用于焊接、熱處理、自動裝配、自動打印、性能試驗以及清洗和包裝等用途的組合機床。
組合機床是由大量的通用部件和少量的專用部件組成的工序集中的高效率專用機床。它能夠對一種(或幾種)零件進行多刀、多軸、多面、多工位加工。在組合機床上可以完成鉆孔、擴孔、鉸孔、鏜孔、攻絲、車削、銑削、磨削及滾壓等工序,生產效率高,加工精度穩定。

 客服1
客服1  客服2
客服2